碳纤维缠绕管的成型之路
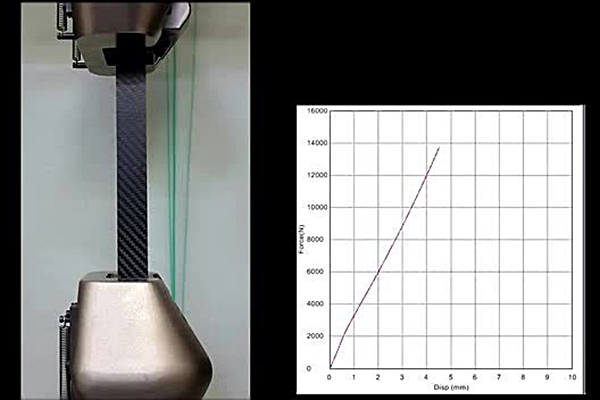
碳纤维管的制备方法无外乎缠绕和拉挤这两种,使用过着2种制法的碳纤维管的企业可能会知道,两者在性能上是存在较大差距的,碳纤维缠绕管明显优于碳纤维拉挤管。至于为什么会出现如此大的差距,还得从碳纤维缠绕管的成型之路说起。

碳纤维缠绕管的基本常识
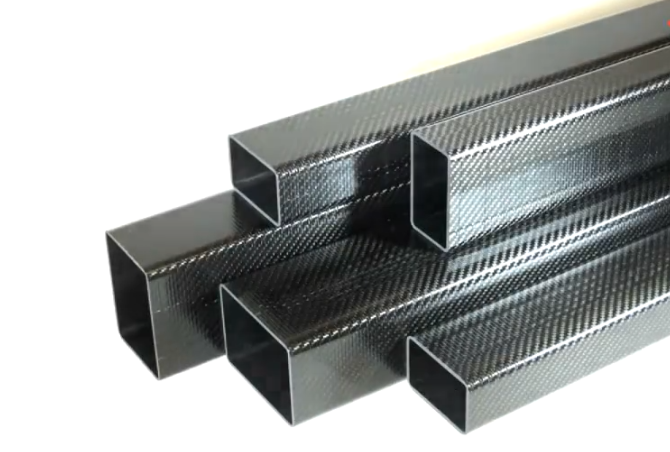
首先碳纤维缠绕管并不是都是圆形的,方形管、椭圆形管,甚至还有更加奇葩的异性管,当然这些异型管是需要企业提供图纸才能定制生产的,厂家会根据图纸提前制作模具,确保碳纤维异型管的外形和性能达标。
其次碳纤维缠绕管是通过碳纤维预浸料进行有序多角度铺层而形成的平整方形结构,再通过卷管机或缠管机进行压制定型。为什么能变成方形或圆形,是因为将铺层好的预浸料缠绕在方形或圆形的模具上了,后续还会有脱模的步骤,下文会详细介绍。

碳纤维缠绕管的缠绕方法并不单一
虽然碳纤维管的生产技术是近几十年才引进国内的,但它却并局限于单一的缠绕方法。目前主流的缠绕方法有湿法缠绕、干法缠绕和半干法缠绕。另外缠绕的具体方式还分为环向缠绕、纵向缠绕和螺旋缠绕。
湿法缠绕经济实惠,内部密封效果较好,可最大程度的挤出内部空气,降低碳纤维管的孔隙率,缺点是较为消耗树脂原料,产品整体精度不太好把控;干法缠绕是将碳纤维预浸料加热,软化后卷制于芯模之上,效率高,品控较好把握,但是缠绕设备价格不菲;半干法缠绕则是取两者优点,而去其糟粕,是目前大部分厂家正在使用的方法。
碳纤维缠绕管的成型之路
前文已经介绍过碳纤维预浸料的铺层和卷制,接在后面的工序就是缠绕pp膜。它可以有效收紧碳纤维表层的空隙,维持碳纤维缠绕管的外形,并且提供额外的一层保护。
根据碳纤维缠绕管的长度,选择合适的热压设备,按照企业需求的管壁厚度、性能要求等参数,来决定热压设备加工的温度和时长,静待碳纤维缠绕管出炉。
待碳纤维缠绕管冷却完毕,脱模可要小心了,局部的破损可能会导致整条碳纤维管的报废。
脱模完成后,将之放置于切割机床,将两端多余的部分切除,再切割出指定的长度,粗磨可以有效去除碳纤维缠绕管表面的瑕疵。
随着进行水洗,去除它表面的粉尘和杂质,再进入喷漆环节,给碳纤维缠绕管披上一层保护衣,为后续的精磨提供保障。
精磨作为整个碳纤维缠绕管加工的最尾部工序,耗时耗力在所难免,反复多次打磨,才能精雕细琢出更完美的碳纤维管材。
最后的最后,如果是生产碳纤维辊的话(辊是管的延伸产品),还需要对碳纤维缠绕管进行动平衡测试,这一道工序看似很小,实则影响深远,不得不做。
碳纤维缠绕管的成型之路就介绍到这里,其中自然存在着描述不清的各种细节,文字的描述不如视频来的直接,企业如果想要了解更多关于碳纤维管的制备信息,不妨到车间看看。
上一篇:碳纤维板热压成型的过程剖析
下一篇:高品质碳纤维辊制作方法详解